






Teoricamente, um motor retificado deve apresentar rendimento e durabilidade semelhantes aos de um motor novo. No entanto, por falta de observação de alguns detalhes consideramos “menos importantes”, alguns motores retificados não conseguem apresentar nem o rendimento nem a durabilidade desejados.
Retificação do bloco de cilindros
Depois da desmontagem do motor, procede-se a lavagem do bloco retirando-se todos os “selos” que vedam as câmaras de água, para remoção dos depósitos e oxidações existentes no interior das câmaras.
Feita a limpeza, inspeciona-se o bloco em busca de trincas, rachaduras ou outras irregularidades que possam ter ocorrido durante o funcionamento do motor.
Alem disso, como o motor é uma máquina térmica, o bloco pode ter sofrido deformações ou desalinhamentos, devido às variações de temperatura sofridas durante o período de funcionamento.
Por isso, inspeciona-se, com uma régua, o plano superior do bloco no sentido de comprimento, como transversalmente, e contando-se empenamentos retifica-se a face do bloco em uma retificadora plana (ou fresadora), desde que a altura do bloco ainda esteja dentro dos limites estabelecidos pelo fabricante do motor.
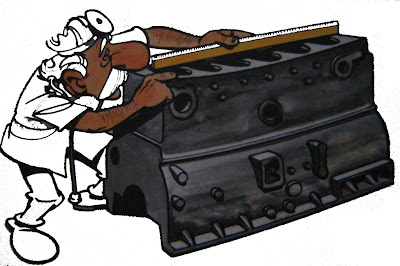
Verificação do empenamento do bloco – parte superior.
Deformação dos alojamentos
Também devido às variações térmicas, o bloco do motor pode sofrer ligeiras deformações que produzem desalinhamento nos mancais centrais. Como essas deformações não ocorrem instantaneamente, mas vão se processando em ritmo lento, as bronzinas instaladas no motor vão se acomodando à situação de desalinhamento que vai ocorrendo nos mancais.
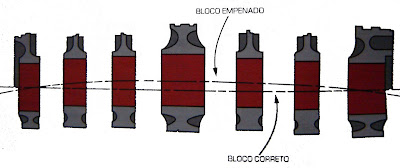
Linha central correta.
Por outro lado, como as bronzinas atuais, micro acabadas em dimensões definitivas, impedem se seja feito qualquer ajuste a “rasquete”, para se conseguir a ajustagem de folga correta entre as bronzinas e os colos de árvore de manivelas, é necessário que o chamado “berço” das bronzinas, ou seja o alojamento onde elas serão instaladas, apresente medidas corretas e alinhamento perfeito com a linha central de todos os mancais.
Assim sendo, quando forem-se instaladas novas bronzinas e constatar-se desalinhamento dos centros dos mancais, o bloco deverá se corrigido através de usinagem em uma máquina mandrilhadora de mancais.

Maquina mandrilhadora de mancais.
Um ponto importante que deve ser observado nessa operação é o de deixar-se o mancal o mais circular possível para evitar contato irregular entre a bronzina e o colo da árvore de manivelas.
Na falta de outras referências, pode-se utilizar os seguintes valores como base, para verificar a circularidade do mancal:

Além disso, o mancal, depois de usinado, deve apresentar-se perfeitamente liso e cilíndrico, ou seja, sem riscos profundos de ferramentas e sem estar demasiadamente cônico, pois é essencial que a face externa da bronzina assenta-se por completo no alojamento, para haver boa transferência de calor e evitar quaisquer movimento da bronzina quando o motor estiver funcionando.
Obs.: Quando a ovalização, conicidade ou desalinhamento forem pequenos, usa-se rebaixar as capas dos mancais e reusinar os alojamentos.
Retificação do bloco de cilindros
Depois da desmontagem do motor, procede-se a lavagem do bloco retirando-se todos os “selos” que vedam as câmaras de água, para remoção dos depósitos e oxidações existentes no interior das câmaras.
Feita a limpeza, inspeciona-se o bloco em busca de trincas, rachaduras ou outras irregularidades que possam ter ocorrido durante o funcionamento do motor.
Alem disso, como o motor é uma máquina térmica, o bloco pode ter sofrido deformações ou desalinhamentos, devido às variações de temperatura sofridas durante o período de funcionamento.
Por isso, inspeciona-se, com uma régua, o plano superior do bloco no sentido de comprimento, como transversalmente, e contando-se empenamentos retifica-se a face do bloco em uma retificadora plana (ou fresadora), desde que a altura do bloco ainda esteja dentro dos limites estabelecidos pelo fabricante do motor.

Verificação do empenamento do bloco – parte superior.
Deformação dos alojamentos
Também devido às variações térmicas, o bloco do motor pode sofrer ligeiras deformações que produzem desalinhamento nos mancais centrais. Como essas deformações não ocorrem instantaneamente, mas vão se processando em ritmo lento, as bronzinas instaladas no motor vão se acomodando à situação de desalinhamento que vai ocorrendo nos mancais.

Linha central correta.
Por outro lado, como as bronzinas atuais, micro acabadas em dimensões definitivas, impedem se seja feito qualquer ajuste a “rasquete”, para se conseguir a ajustagem de folga correta entre as bronzinas e os colos de árvore de manivelas, é necessário que o chamado “berço” das bronzinas, ou seja o alojamento onde elas serão instaladas, apresente medidas corretas e alinhamento perfeito com a linha central de todos os mancais.
Assim sendo, quando forem-se instaladas novas bronzinas e constatar-se desalinhamento dos centros dos mancais, o bloco deverá se corrigido através de usinagem em uma máquina mandrilhadora de mancais.

Maquina mandrilhadora de mancais.
Um ponto importante que deve ser observado nessa operação é o de deixar-se o mancal o mais circular possível para evitar contato irregular entre a bronzina e o colo da árvore de manivelas.
Na falta de outras referências, pode-se utilizar os seguintes valores como base, para verificar a circularidade do mancal:

Além disso, o mancal, depois de usinado, deve apresentar-se perfeitamente liso e cilíndrico, ou seja, sem riscos profundos de ferramentas e sem estar demasiadamente cônico, pois é essencial que a face externa da bronzina assenta-se por completo no alojamento, para haver boa transferência de calor e evitar quaisquer movimento da bronzina quando o motor estiver funcionando.
Obs.: Quando a ovalização, conicidade ou desalinhamento forem pequenos, usa-se rebaixar as capas dos mancais e reusinar os alojamentos.



